Silon Brand Mini Backhor Loader with The Cummins Engine (WZ30-25)


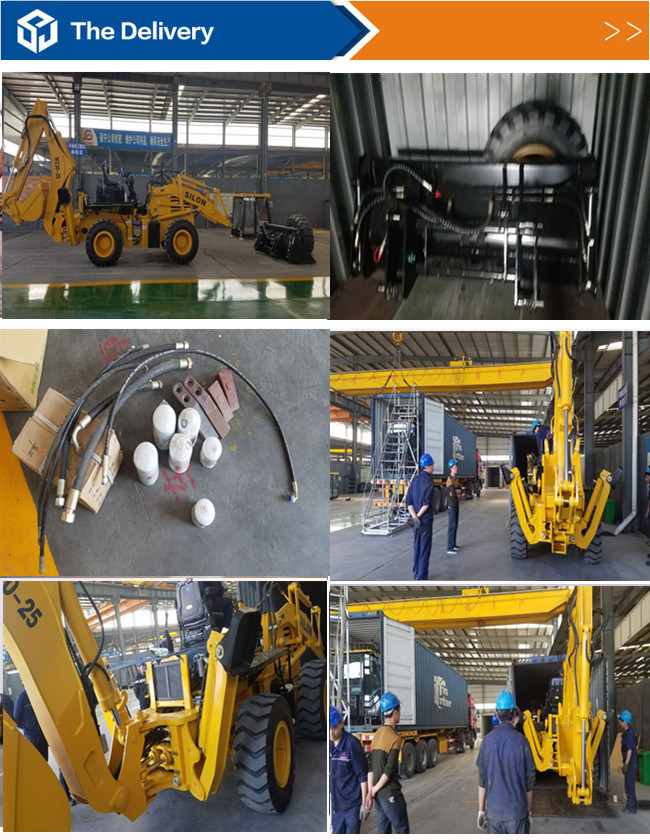
Backhoe Loader  WZ30-25
Operator Safety and Comfort
ROPS/FOPS cab. Adjustable seat,adjustable  steering colum and ergonomically designed placement of instruments. Comfortable A/C working environment. Spacious Cab offers wide range of view. Power assisted service brakes reduces fatigue. More ergonomically designed handrail and steps for safe and easy entry/exit
Â
Reliable
Reliable Weichai engine and Carraro wet axles. Parts, Attachments and Service to count on. World class suppliers of key components. Frame designed for high resistance and effcient load distribution ensureing longer life. HUSCO 3 way loader valve and 6 way backhoe valve with monoblock design reduces leaks and is highly reliable.
Â
Easy Maintenance
Easy engine access, convenient placement of key parts and fluid refill points. Open front grill gives easy access for cooling system cleaning which is great for dusty conditions, battery access and electric maintenance. Quick- release  filter shortens maintenance .Electric control box/fuse box quickly openable without tools.
Â
Â
Built for Efficiency
Digging force increased by 10% along with increases in digging depth and turning radius.Â
PERMCO hydraulic Tandem gear pump enables fine grading and has flow control via dashboard switch.Meets EU stage II/EPA tier 2 emission standards.
Technical Paramters
Â
| Mode | WZ30-25 | |
| Engine | ||
| Brand | Cummins | |
| Mode | 4BTA3.9-C100 | |
| Rated Power(KW) | 74kw/100 hp | |
| Rated Rotating Speed (rmp) | 2200 | |
| Displacement(L) | 3.9 | |
| Â | ||
| maximum gradient capacity | 30 | |
| minimum turning radius | 5482 | |
| backhoe | backacter bucket capacity | 0.3 |
| bucket digging capacity  | 46.5 | |
| maximum digging depth | 4082 | |
| backacter discharge height | 3800 | |
| maximum digging radius | 5688 | |
| Bucket maximum Angle | 180 | |
| bucket slewing angle | 180 | |
| loader | loading bucket capacity | 1 |
| maximum breakout force | 38 | |
| bucket discharge height | 2742 | |
| bucket discharge distance  |
1062 | |
| Front Tyre Size | 14-17.5 | |
| Rear Tyre Size | 19.5L-24 | |
| Overall dimension: | 7470*2295*2983 | |
| torque Model | YJ280 | |
| peak efficiency | 84.4% | |
| model of hydraulic pum | fixed shaft power shift transmission | |
| service braking   | air over hydraulic disc on 4 wheels | |
| parking brake  | manual parking brake | |



Sheet Metal Fabrication Service
Processing steps For Sheet Metal Parts - Custom Sheet Metal Fabrication Service Company
1. Design and draw the part drawing of its sheet metal parts, also known as three views. Its function is to express the structure of its sheet metal parts by means of drawings.
2. Draw an unfolded drawing. That is, unfold a part with a complicated structure into a flat piece.
3. Unloading. There are many ways to unload, mainly the following methods:
a. Shearing machine cuts the material. It uses the shearing machine to cut out the length and width dimensions of the expanded drawing. If there are punching and corner cutting, then the punching machine is combined with the die to punch and corner to form.
b. Punch blanking. It is the use of a punch to punch the structure of the flat part after the parts are unfolded on the plate in one or more steps. Its advantages are short labor hours, high efficiency, and can reduce processing costs. It is often used in mass production.
c. NC CNC blanking. When NC blanking, you must first write a Cnc Machining program. That is, use the programming software to write the drawn expanded diagram into a program that can be recognized by the NC CNC machining machine. Let it follow these programs step by step on a piece of iron plate On the top,punch out the structural shape of its flat parts.
d. Laser cutting is the use of laser cutting to cut the structure and shape of the flat piece on an iron plate.
4. Flanging and tapping. Flanging is also called hole extraction, which is to draw a slightly larger hole on a smaller base hole, and then tap the hole. This can increase its strength and avoid slippage. Generally used for sheet metal processing with relatively thin plate thickness. When the plate thickness is large, such as the plate thickness of 2.0, 2.5, etc., we can tap directly without flanging.
5. Punch processing. Generally, punch processing includes punching and cutting corners, punching blanking, punching convex hull, punching and tearing, punching and other processing methods to achieve processing purposes. Its processing requires corresponding molds to complete the operation. There are convex molds for punching convex hulls, and tearing forming molds for punching and tearing.
6. Pressure riveting. As far as our factory is concerned, pressure riveting studs, pressure riveting nuts, pressure riveting screws, etc. are often used. The pressure riveting method is generally completed by a punch or hydraulic pressure riveting machine. Riveted to the sheet metal part.
7. Bending. Bending is to fold 2D flat parts into 3D parts. Its processing requires a folding bed and corresponding bending molds to complete the operation. It also has a certain bending sequence, and the principle is to make the next cut The first fold that does not cause interference will produce the interference back fold.
8. Welding. Welding is the group welding of multiple parts together to achieve the purpose of processing or the edge welding of a single part to increase its strength. The processing parties generally include the following: CO2 gas shielded welding, argon arc welding, Spot welding, robot welding, etc. The selection of these welding methods is based on actual requirements and materials. Generally speaking, CO2 gas shielded welding is used for iron plate welding; argon arc welding is used for aluminum plate welding; robot welding is mainly in-material It is used when the parts are large and the welding seam is long. Such as cabinet welding, robot welding can be used, which can save a lot of tasks and improve work efficiency and welding quality.
9. Surface treatment. Surface treatment generally includes phosphating film, electroplating colorful zinc, chromate, baking varnish, oxidation, etc. Phosphating film is generally used for cold-rolled plates and electrolytic plates, and its function is mainly to plate on the surface of the material. A protective film is applied to prevent oxidation; the second is to enhance the adhesion of its baking paint. Electroplated multicolored zinc is generally treated with cold-rolled plate surface treatment; chromate and oxidation are generally used for surface treatment of aluminum plates and aluminum profiles; its specific surface The choice of treatment method is based on the customer's requirements.
10. Assembly. The so-called assembly is to group multiple parts or components together in a certain way to make them into a complete material. One thing that needs to be paid attention to is the protection of the materials, and no scratches. Assembly is the last step in the completion of a material. If the material cannot be used due to scratches, it needs to be reworked and reworked, which will waste a lot of processing man-hours and increase The cost of the item. So pay special attention to the protection of the item.






Sheet Metal Fabrication Service,Galvanized Sheet Fabrication Service,Custom Machining Service ,Cnc Stainless Steel Machining
Ningbo Rongna Technology Co.,Ltd , https://www.machiningsservice.com